

常在河边走哪有不湿鞋,对于卡车司机来说轮胎被扎相信都经历过,我们不能因为轮胎被扎就直接换一条新轮胎。补胎也不什么难事,如今不管是专业的轮胎店还是路边的修车铺都可以进行补胎。但说实话市场上的补胎技术参差不齐,而补胎技术的好坏又直接关系着轮胎使用寿命及经济价值。而且很多司机朋友也对补胎技术不是非常了解,善用补胎能帮我们省一大笔费用。今天小编就为大家介绍几种常见的补胎方法。

在介绍轮胎修补技术之前,先要告诉大家,不是所有的被扎破损的轮胎都可以进行修补,轮胎尺寸为6.50-7.00的修补区域不可超过65mm,轮胎尺寸为7.50-16.00的修补区域不可超过75mm,当然是指单一破损位置。当修补尺寸大于上述规格时,及时表面修补完好,在行驶过程中轮胎的安全性与耐磨性也会大打折扣,既而影响行车安全。同样如果同一条轮胎修补次数超过3次也建议直接更换新轮胎。
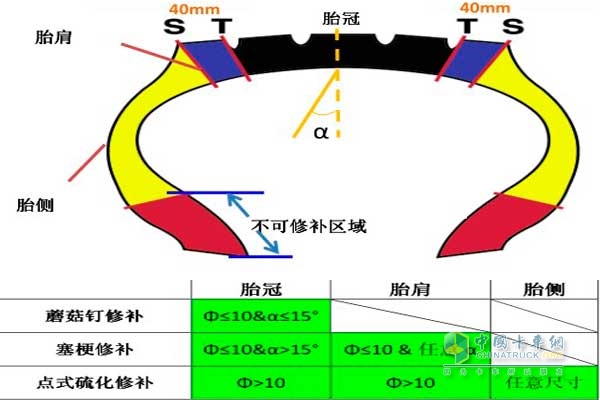
我们根据轮胎破损修补位置将修补方法分为蘑菇钉修补、塞梗修补、胎侧点式硫化修补及胎冠、胎肩点式硫化修补。这些修补方法在实际操作对应修补位置也是不尽相同的。接下来我们就依次结合实例介绍一下各个修补方法,方便司机朋友们在日后识辨修补技术优劣。
一、蘑菇钉修补
蘑菇钉修补法主要应用于胎冠的修补,这也是我们轮胎与地面的直接接触面,也是最能出现破损的位置。

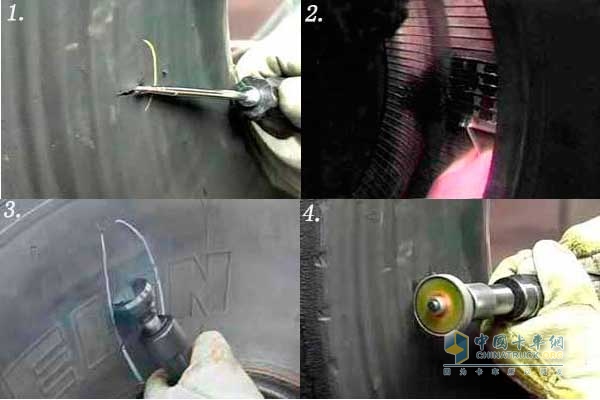
1.首先用探锥从内部检查穿孔角度和尺寸,方便修补师傅确定修补位置和补贴大小。
2.清洁内部表面,降低污泥、残渣对轮胎的二次伤害。
3.用低速气钻从内部向外部钻孔3-5次,这里注意一定要选用合适的钻头,以免轮胎内钢丝发生打钻缠绕现象。
4.采用同样的方法从外向内钻3-5次直到粉色粉末出现。钻孔后的内表面需要是干净和紧实的(无松散钢丝,无橡胶突起且无氧化的痕迹)。

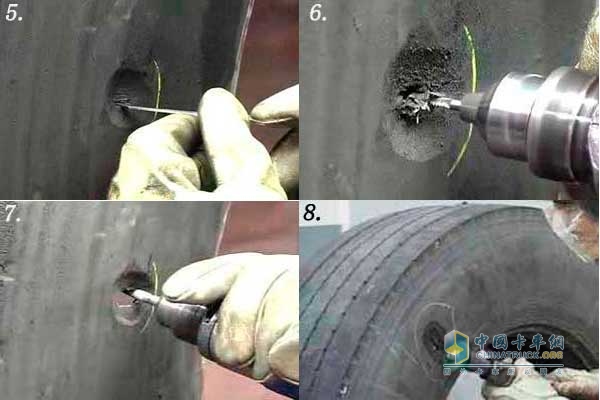
5.标记需要打磨的范围,大约要超出贴合区域15mm,方便胶合紧闭。
6.用低速打磨机打磨内部表面至RMA1-RMA2。
7.用低速打磨机配合软钢丝刷清洁表面,然后将粉尘从胎内吸除,在这里要注意不要将吸尘管的头部接触打磨后的表面,以避免交叉污染。
8.对打磨后的表面和孔内涂抹常温硫化剂,然后等待硫化剂干燥。

9.安装蘑菇钉,注意蘑菇钉表面的清洁。
10.从中心往外压合蘑菇钉头部,确保未包含空气。这就像手机贴膜,如有空气在内,使用时间和效果就大打折扣。
11.在蘑菇钉边缘涂抹密封胶,密封胶一定要选用轮胎修补专用密封胶。
12.切除蘑菇钉多余的橡胶杆,保留大约超出胎面3mm的余量。
以上就是蘑菇钉修补方法,这种方法应用很广,随便去一家轮胎修补店都可以看到,技术含量不高。但在操作时一定要注意不能混用不同品牌的蘑菇钉和常温硫化剂。曾经有一师傅就因为修理小工在修补过程中硫化剂用完,随便找了一牌子的硫化剂修补而造成两种硫化剂不粘合,轮胎伤口变大的后果。
二、塞梗修补
塞梗修补相比蘑菇钉修补,修补工艺更加先进,修补的方位也扩大。具体修补方法如下:

同蘑菇钉修补一样,首先对破损表面进行处理。
1.首先用探锥从内部检查穿孔角度和尺寸,方便修补师傅确定修补位置和补贴大小。
2.清洁内部表面,降低污泥、残渣对轮胎的二次伤害。
3.用低速气钻从内部向外部钻孔3-5次,这里注意一定要选用合适的钻头,以免轮胎内钢丝发生打钻缠绕现象。
4.采用同样的方法从外向内钻3-5次直到粉色粉末出现。钻孔后的内表面需要是干净和紧实的(无松散钢丝,无橡胶突起且无氧化的痕迹)。

5.往破损孔内均匀涂抹常温硫化剂
6.利用辅助工具安装合适的塞梗
7.切除塞梗多余的橡胶梗,保留大约超出气密层3mm的余量
8.标记需要打磨的范围(大约超出贴合区域15mm)

9.用低速打磨机打磨内部表面至RMA1-RMA2。在这里一定要注意不要打穿气密层,最好使用36粒度,转速为2700-4000rpm的打磨轮
10.用低速打磨机配合软钢丝刷清洁表面,然后将粉尘从胎内吸除。
11.对打磨后的表面和孔内涂抹常温硫化剂,然后等待硫化剂干燥。

12.部分移除补片保护膜并将补片中心与伤口中心对准。在这里要注意贴合补片前必须将胎圈扩张臂放松。
13.从中心往外压合补片,确保未包含空气。
14.在补片边缘涂抹密封胶。
15.切除塞梗多余的橡胶杆,保留大约超出胎面3mm的余量。
上述就是梗塞修补法,同样在修补过程中禁止混用不同品牌的塞梗、补片和常温硫化剂。
三、胎侧点式硫化修补
由于结构组织的不同,相比胎冠的破损胎侧的修补工艺要更加复杂,技术要求也多,现在市场主要使用点式硫化修补方法。具体如下:
1.移除异物并从内部测量损伤尺寸以确认是否可以修补。
2.清洁内部伤口周围表面,确保不会产生二次伤害。
3.用低速打磨机配合橡胶挖刀去除伤口周围大面积的橡胶。
4.当靠近胎体层钢丝时,改用低速打磨机配合包胶刷进行打磨。而且当靠近胎体层钢丝时,必须使用包胶刷,因为采用包胶刷不会损伤到胎体层的钢丝。
5.用刀具将损伤的钢丝和橡胶分离。
6.使用高速打磨机配合碳钢切割具切除损伤的钢丝,有经验的师傅在这步时会小心翼翼,避免扩大损伤范围。
7.使用高速打磨机配合笔形打磨石将松散钢丝打磨至紧密包裹于橡胶中。在使用打磨石打磨后,必须使用低速打磨机配合杆刷去除出现的死胶。
8.打磨伤口斜度并将打磨范围扩展到超出伤口15-20mm的区域。打磨伤口的形状为漏斗形,确保压辊可以接触到漏斗底部。

9.使用低速打磨机配合软钢丝刷清洁打磨表面。
10测量伤口总厚度值,并用蜡笔记录在胎侧位置。
11.使用高速打磨机配合氧化铝打磨球从伤口内部打磨斜度,并将打磨范围扩展到超出伤口10mm的区域。
12.用探锥检查伤口有无脱层、裂口等。

13.用手柄钢丝刷和吸尘器清洁打磨表面,不要用吸尘管的头部接触打磨后的表面,以避免交叉污染。
14.从伤口内部测量伤口的长和宽,并用蜡笔记录到胎侧位置。
15.用蜡笔画十字线标记伤口中心,以作为将轮胎安装到点式硫化机上的位置参考。
16.均匀地将热硫化剂涂抹到打磨后的表面并等待干燥。

17.将需要填入伤口的胶片剪成条状并在加热板上预热。
18.用压辊将加热后的胶条逐层填入伤口填入伤口的橡胶必须保证高出胎侧表面和内部气密层表面3mm。
19.将轮胎安装到点式硫化机上并设定硫化时间。
时间设定=预热时间+(总厚度+填胶超出的高度)Xa分钟/mm
预热时间和“a”值可由硫化机和原材料供应商提供。
20. 用探锥检查硫化后橡胶的状态。

21.根据供应商提供的修补选材表选择合适的补片,画框后打磨气密层至RMA1-RMA2。
22.用低速打磨机配合软钢丝刷清洁打磨表面并用吸尘器吸除粉尘。
23.将常温硫化剂涂抹于打磨后的表面并等待干燥。
24.部分移除补片保护膜,并将补片中心与伤口中心对齐,注意贴合补片前胎圈扩张臂必须放松。
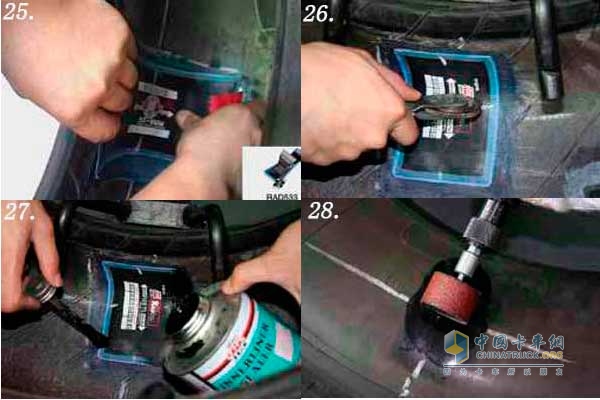
25.贴合补片于伤口之上,放置补片时,补片表面的箭头方向须保证垂直指向两侧胎圈,即与胎体层钢丝平行。
26.从中心向外压合补片,保证没有空气被包含在里面。
27.在补片边缘涂抹密封胶
28.打磨轮胎外部表面多余的橡胶,使其与轮胎轮廓一致。
上述就是胎侧点式硫化修补法,点式硫化修补法不仅仅可以用于胎侧修补,还可以用于胎冠和胎肩位置的修补,但相比蘑菇钉修补法和塞梗修补法工艺复杂,成本较高。
当然市场上还有其他修补方法,如传统填胶条方法和贴片内部方法,但小编在这里不向卡车司机们推荐,虽然这两种修补方法价格相对便宜,但对于运输货物的卡车来说可靠性不高,安全性较差,容易造成轮胎二次伤害,影响行车安全。在进行轮胎修补时,结合轮胎受损情况,尽量采用技术工艺较好的修补方法,这也为以后的行车安全及耐久性添一放心。
了解更多“环保绿色轮胎价值行”系列选题,请查看以下内容:
第一期:卡车轮胎的分类
第二期:卡车轮胎标记解释及外形尺寸
第三期:卡车轮胎花纹分类
第四期:卡车轮胎气压与磨损
第五期:卡车翻新轮胎
第六期:卡车轮胎磨损应对有方 及时调整保安全
第七期:卡车“穿鞋”有讲究 无内胎轮胎及低扁平轮胎的应用详解
第八期:卡车宽体胎优势大 缘何发展受限?
第九期:识卡车轮胎品牌 应用技术各不同
第十期:轻重卡穿“鞋”有别 综合考虑选品牌
第十一期:卡车轮胎学问大 拆装注意事项多
第十二期:卡车轮胎耐久技术 延长轮胎使用寿命
第十三期:细看卡车轮胎 详解专业修补











